ลักษณะเฉพาะ · คาร์ไบด์

| คาร์ไบด์ถูกใช้ในอุตสาหกรรมตัดเฉือนตั้งแต่ทศวรรษ 1920 และเครื่องมือประเภทคาร์ไบด์ — ยังเป็น มาตรฐานหลัก สำหรับ endmill และ insert แม้จะมีวัสดุอย่าง ceramic หรือ CBN ที่มีบทบาทเข้ามาเล่นในสนามProductivityในปัจจุบัน |
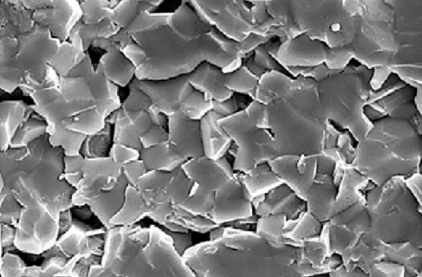
ส่วนที่ 1: องค์ประกอบพื้นฐาน :: ทังสเตนคาร์ไบด์ (WC) ผงละเอียดสีเทาดำ..+ผงโคบอลต์ (Cobalt: Co) , ไทเทเนียม (Titanium) หรือนิกเกิล (Nickel: Ni) จะได้เป็น ซีเมนต์คาร์ไบด์
คุณสมบัติ: แข็ง 2 เท่าเหล็กกล้า
ความหนาแน่น: 15.6g/cm3
จุดหลอม : 2,785-2,830 C
"หลักฐานจากการใช้งานจริงทั่วโลก, การยืนยันจากผู้ผลิตเครื่องมือตัดชั้นนำ, และผลการทดสอบมาตรฐานในอุตสาหกรรม เป็นที่ยืนยันว่าคาร์ไบด์ยังคงเป็นเครื่องมือที่ยังใช้ได้ดีในปัจจุบัน."
— ผลการวิจัยเครื่องมือ
ส่วนที่ 3: การสังเคราะห์ผงทังสเตนคาร์ไบด์
หลักๆที่ใช้กันคือการคาร์บูไรเซชัน (Carburization)กับคาร์บอน (C)
::ที่อุณหภูมิสูง(950°C)ภายใต้บรรยากาศอากอน แปลงผงทังสเตนบริสุทธิ์ให้กลายเป็นสารประกอบ ระดับโมเลกุล ทังสเตนคาร์ไบด์ (W+C)
ส่วนที่ 4: การเตรียมผงผสมและการขึ้นรูปชิ้นงานดิบ::
การผสมผง (Mixing) ::
ผงทังสเตนคาร์ไบด์ (WC) + โคบอลต์ (Co) + สารเติมแต่งอื่น ๆ
โดยทั่วไปใช้เทคนิคการกัดแบบเปียก (Wet Ball Milling)ใช้เวลา 16 ถึง 72 ชั่วโมง..หลังจากนั้น ผงที่ได้จะถูกนำไป การทำแห้งแบบพ่นฝอย (Spray Drying) หรือการแกรนูล (Granulation) เพื่อเปลี่ยนให้เป็นอนุภาคเม็ด (Granule) ที่มีขนาดสม่ำเสมอ..จากนั้นจึงเข้าสู่ กระบวนการขึ้นรูป (Forming)เปลี่ยนผงเม็ดให้กลายเป็นชิ้นงานดิบที่เรียกว่า "Green Part" มีหลายเทคนิค
กระบวนการขึ้นรูป (Forming)เปลี่ยนผงเม็ดให้กลายเป็นชิ้นงานดิบที่เรียกว่า "Green Part" มีหลายเทคนิค
1.การอัดขึ้นรูป (Pressing/Molding): ผลิตชิ้นงานสั้น สามารถขึ้นรูปได้ในครั้งเดียว
2.การรีดขึ้นรูป (Extrusion):ผลิตแท่งยาวที่มีความยาวไม่เกิน 350 มม.
3.การกดแบบไอโซสแตติก (Isostatic Pressing):ผลิตแท่งกลมขนาดใหญ่และยาว